
Senterløs slipemaskinlegeringsplate
Cat:Maskinverktøydeler
Kategori: Production Auxiliary Products Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001:...
Flere01
Opprinnelsen til den midtløse kvernen
Opprinnelsen til den midtløse kvernen kan spores tilbake til begynnelsen av 1900 -tallet. På den tiden utviklet biler seg raskt, og mer enn 20 bilbedrifter som Mercedes-Benz, Ford og General Motors ble etablert etter hverandre. Organisasjonsskjemaet for bilproduksjon gikk inn i standardisering og samlebåndproduksjon. Den midtløse kvernen ble født under etterspørsel av bilindustrien for høyt produksjonsvolum av presisjonsdeler.

Bilproduksjonsverksted på begynnelsen av 1900 -tallet
I 1921 aksepterte Cincinnati Milling Machine Company en kvernordre fra Ford Motor Company, produserte ti midtløse kverner for i tide, og leverte dem til Ford 17. februar 1922.

Cincinnatis midtløse kvern levert til Ford
Med fødselen av den midtløse kvernen har dimensjonsnøyaktigheten og rundheten til delene blitt direkte økt med en kvartal, og produksjonstiden har falt til en tidel av originalen. Denne sentrifugalmørketeknologien muliggjør ikke bare masseproduksjon, men muliggjør også fremstilling av utskiftbare deler.
02
Utvikling av midtløse slipemaskiner i vårt land
I mitt land startet midtløse kverner sent, men utviklet seg relativt raskt, og har opplevd tre store stadier: imitasjonsproduksjon, selvdesign og moderne design.
1. Imitasjonsproduksjonsstadium
1954-1960 var imitasjonsfasen. I 1954 imiterte Wuxi Machine Tool Factory den vanlige sentrumløse kvernen M2075. I 1957 ble den brede sandsenterløse kvernen M1075K etterlignet.

Mitt lands midtløse kvern (Picture Source: Wuxi Machine Tool Factory Official Website)
2. Selvdesignstadium-Selvutvikling av mitt lands midtløse kvern M1025
I oktober 1956 begynte Wuxi Machine Tool Factory å designe M1025 -kvernen under veiledning av sovjetiske eksperter. Gjennom felles innsats fra teknikere og gamle arbeidere ble forskjellige tekniske vansker overvunnet. I mars 1958 ble det nye produktet samlet og vurderingen ble vedtatt.
Dette er kvernen designet av Wuxi Machine Tool Factory, og det er også den selvutviklede midtløse kvernen i mitt land. Den vellykkede utviklingen av denne midtløse kvernen har samlet mye verdifull erfaring for den påfølgende forskningen og utviklingen av vår midtløse kvern.
Fra 1961 til 1970 er Wuxi Machine Tool Factory spesielle midtløse slipemaskiner for prosessering av gassventiler, kulepinner, kryssaksler, stålrør, motoraksler, etc. designet i Kina. Disse markerer modenheten til selvdesign av midtløse kverner i landet vårt. I løpet av denne perioden produserte Wuxi Machine Tool Factory, Xianfeng Machine Tool Factory, Benxi Second Machine Tool Factory, Changchun Machine Tool Factory og andre produsenter suksessivt en serie vanlige midtløse slipemaskiner.
3. Moderne designstadium
Med utviklingen av vitenskap og teknologi, siden begynnelsen av 1980 -tallet, har midtløse kverner gått inn i det moderne designstadiet. Mitt land har ikke bare utviklet en ny generasjon av høye presisjonsverter og høyhastighets midtløse kverner, men også anvendt modulær design, statisk og dynamisk endelig elementdesign, datamaskinstøttet design og optimalisering av design til utforming av midtløse kverner.
03
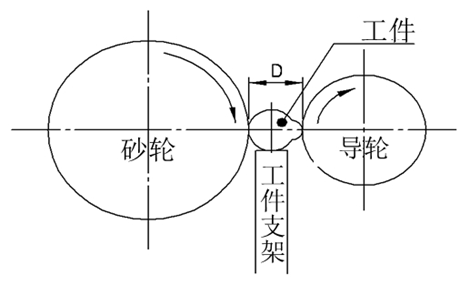
Arbeidsprinsipp og metode for midtløs kvern. Som navnet antyder, er den midtløse kvernen en type kvern som ikke trenger å klemme sentrum av arbeidsstykket for å slipe. Det er hovedsakelig sammensatt av tre mekanismer: sliping av slipehjul, føringshjul (justeringshjul) og arbeidsstykkebrakett (pall). Funksjonen til slipehjulet er å fjerne overflaten fra slipingen og generere ønsket lysgrad; Veiledningshjulets funksjon er å kontrollere rotasjonshastigheten til slipingen; Arbeidsstykkets brakett brukes til å støtte slipingen under sliping.
I henhold til arbeidsstykket fôrmetode er det tre midtløse slipemetoder:
Fôringsmetode for kryssretning: egnet for sliping av multi-diameter eller spesialformede arbeidsstykker. Gjennomgående metode: Den har høy produksjonseffektivitet for slipende nålruller, sylindriske ruller og avsmalnede ruller. Tangensiell fôringsmetode: Evne til å male et spesialformet arbeidsstykke, for eksempel en sfærisk rull.
04
Fordeler og ulemper med midtløs sliping og sylindrisk sliping
Vi vet at blant alle kverner er sylindriske kverner de mye brukte maskinverktøyene, og kan behandle forskjellige sylindriske koniske ytre overflater og skulderende overflatekvern. Så når vi behandler et arbeidsstykke, skal vi velge midtløs sliping eller sylindrisk sliping? Dette krever å forstå deres egenskaper og fordeler og ulemper.
Vi har nettopp introdusert arbeidsprinsippet for den midtløse kvernen, og følgende er dens egenskaper.
1. Kontinuerlig prosessering, ikke nødvendig å trekke tilbake verktøyet, kort tid for å klemme arbeidsstykker og høy produktivitet.
2. Mekanismen for braketten og veiledningen har bedre støtte stivhet enn vanlige sylindriske kverner og den sentrale rammemekanismen, og kan være større i skjærevolum, noe som bidrar til behandling av smale akselarbeid, noe som gjør det enkelt å oppnå høyhastighets sliping og sterk sliping.
3. Arbeidsstykket i den midtløse ytre sylindriske kvernen er plassert på posisjoneringsmekanismen av den ytre sylindriske kvernen. Slipemengden er godtgjørelsen i diameteren til arbeidsstykket. Derfor er slitasje av slipehjulet, kompensasjonen av fôrmekanismen og den gjentatte posisjonsnøyaktighetsfeilen til skjæremekanismen på diameteren og dimensjonsnøyaktigheten til delen bare halvparten av den vanlige ytre sylindriske kvern. Det er ikke nødvendig å bore et sentralt hull, og det er lett å oppnå automatisk lasting og lossing.
4. Det brede slipehjulets midtløse kvern passerer gjennom mekanismen, noe som kan øke prosesseringsgodtgjørelsen hver gang. Når du skjærer i sliping, kan komplekse overflater slipes i sekvens eller flere slipehjul, som har høy produktivitet og et bredt anvendelsesområde.

Sammenlignet med midtløse ytre sylindriske kverner, er følgende egenskaper:
1. Når det gjelder slipingseffektivitet, er sylindrisk sliping langt verre enn midtløs sliping, så produksjonskostnadene er relativt høy.
2. Imidlertid, sammenlignet med sentrifugal sliping, er fordelene med ekstern sylindrisk sliping også veldig åpenbare. Den sylindriske feilen som genereres under dreiebehandlingen foran rullekjernen kan korrigeres; For det andre kan trinnakselen slipes; Hvis det er en CNC ekstern sylindrisk kvern, kan den også bakkes i middels og høye eller bueoverflater.
3. Når det gjelder generell sylindrisk nøyaktighet, er sylindrisk sliping generelt bedre enn sentrifugal sliping.
05
Senterløs kvernbehandling Lokomotiv dieselmotorventilstang
Etter å ha introdusert fordelene og ulempene med midtløs sliping og sylindrisk sliping, la oss se på en praktisk applikasjonssak.

Lokomotiv dieselmotorventil
Ventiler er en viktig del av driften av dieselmotorer. På 1970- og midten av 1980-tallet vedtok selskapet den tradisjonelle sylindriske slipeprosessen (begge endeposisjonsmetoden), men siden ventilstangens lengde-til-diameter-forhold er større enn 10 (se figuren nedenfor).
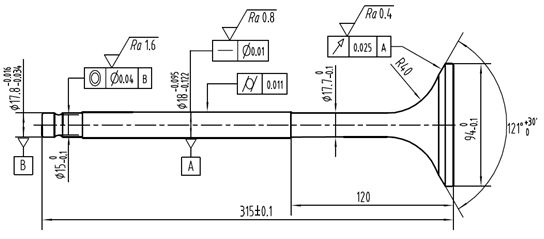
DF11 Lokomotiv dieselmotorventil
Den tradisjonelle sylindriske slipemetoden reduserer stivheten i slipeprosesssystemet. Samtidig er det generelt ujevnhet i størrelsen på ventilstangen etter sliping, spesielt problemene med trommesvekt i stangen og lav prosesseringseffektivitet har ikke blitt godt løst.
I midten av 1980-tallet introduserte selskapet japanske midtløse slipemaskiner. Den totale ruten for ventilbehandlingsteknologien ble redesignet rundt stangen ved senterløs slipemetode (kutting av slipemetode). I den påfølgende prosesseringsprosessen ble fordelen med midtløs slipeprosess av ventilstangen tydelig reflektert, hovedsakelig manifestert i: god dimensjonell toleranse konsistens (innen 0,02 mm), god overflateuhet ensartethet (enhver overflate ruhet i stangdelen er innenfor RA0.35), og midtløs grelling kan oppnå høy form og posisjons -toleranse.
Selskapet lærte av flere tiår med erfaring i masseproduksjonsventiler at ventilstangdelen vedtar midtløs sliping er den effektive og praktiske batchbehandlingsmetoden. Med den kontinuerlige utviklingen av ventilproduktmarkedet har selskapets to ventilproduksjonslinjer for tiden flere midtløse slipemaskiner (Microsa, Japan og Guangyang, Japan) for midtløs sliping av ventilstangdelen. Spesifikasjonene for prosessering av utstyr kan foreta forskjellige typer med middels hastighet dieselmotor marine ventiler, og kan hjelpe kunder i forskning og utvikling av høye kostnadseffektive dieselmotorventiler.

Senterløs kvern
06
sammendrag
Senterløs sliping er en høyproduksjonseffektiv presisjonsbearbeidingsmetode i de nåværende mekaniske prosesseringsmetodene. Denne slipemetoden kan gjøre det mulig for arbeidsstykket å oppnå god overflatebehandlingskvalitet, høy prosesseringsnøyaktighet og høy prosesseringseffektivitet. Det er mye brukt i behandlingen av pinner, slanke stenger og rør med lange diametre, og er mye brukt innen lagerproduksjon.
De siste årene har landets maskinverktøyfabrikker som produserer midtløse kverner holdt tritt med utviklingen av tidene og forsøkte å forbedre ytelsen til midtløse kverner. Selv om det fremdeles er et visst gap med utenlandske avanserte midtløse kverner i anvendelsen av nye materialer og forskning og utvikling av nye teknologier, har mitt lands midtløse kvernprodusenter vanskeligheter og streber etter å overvinne tekniske vanskeligheter, noe som har ført til at mitt lands midtløse kvernteknologi utvikler seg mot høyhastighet, høypresisjon, høyeffektivitet, miljøbeskyttelse og intelligens.

Kategori: Production Auxiliary Products Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001:...
Flere
Kategori: Hjerteløs kvern Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001: 2015 Quality ...
Flere
Kategori: CNC dreiebenk Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001: 2015 Quality Ma...
Flere
Kategori: Spesiell ventil CNC -kvern Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001: 20...
Flere
Kategori: Spesiell ventil CNC -kvern Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001: 20...
Flere
Kategori: Varmebehandlingsutstyr Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001: 2015 Q...
Flere
Kategori: Plasmasveiseutstyr Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001: 2015 Quali...
Flere
Kategori: Production Auxiliary Products Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001:...
Flere
Kategori: Production Auxiliary Products Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001:...
Flere
Kategori: Production Auxiliary Products Produktoversikt: Selskapet har bestått sertifiseringen av forskjellige systemer som ISO9001:...
Flere
 86-13584767515
86-13584767515
86-0515-89500828
 Nr. 1, Industrial Concentration Area, Wulie Town, Dongtai City, Jiangsu -provinsen
Nr. 1, Industrial Concentration Area, Wulie Town, Dongtai City, Jiangsu -provinsen
Produkt

